OEM 2/3/4 flöjter kulnos pinnfräsar med rakt skaft



4 flöjter kulnos pinnfräsar med rakt skaft
1. Den centrala designen av kulkanten som kombinerar hög hållfasthet och skarp egg kan korrekt hantera spånen som genereras under skärningsbearbetningen.
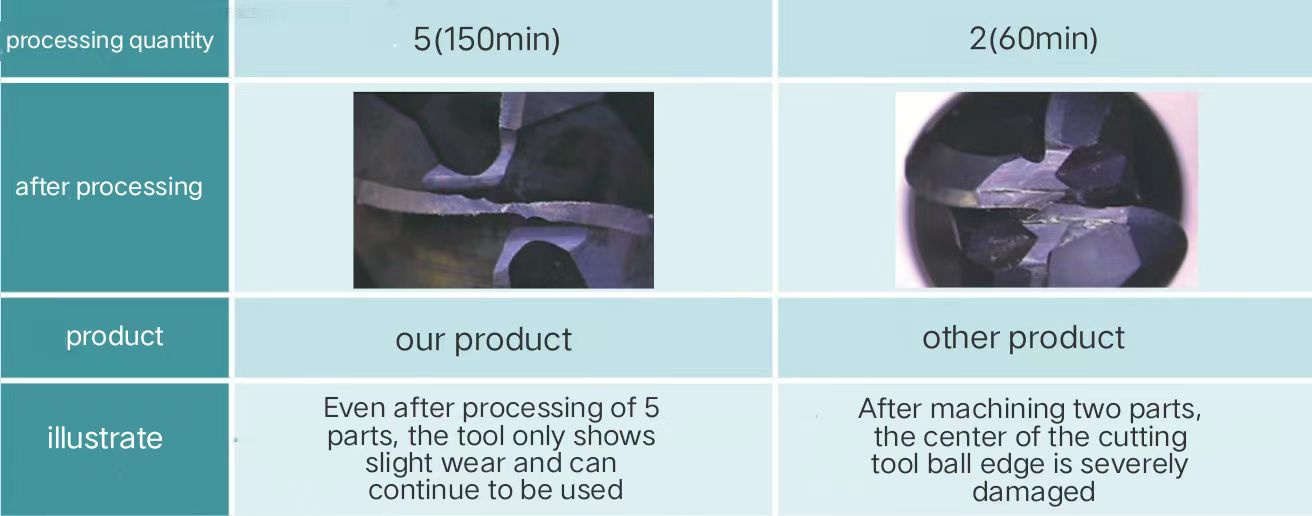
2. Användningssituation för högpresterande fyrkantig kuländfräs vid fräsning Cr12(36HRC)
Ansökan
Kulpindfräsar med 2/4 kant med rak skaft är lämpliga för profilering, hålrumsbearbetning och sfärisk bearbetning.De 2 räfflorna är lämpliga för profilfräsning och höghastighetsbearbetning med ett brett användningsområde.Den är mycket lämplig för bearbetning av kolstål, legerat stål, förhärdat stål, kylt stål (55HRC~68HRC), gjutjärn och segjärn, såväl som rostfritt stål, titanlegeringar och värmebeständiga legeringar.När det gäller de 4 räfflorna kan den uppnå högre matningshastighet och därmed uppnå högre skäreffektivitet.Den är mycket lämplig för bearbetning av kolstål, legerat stål, förhärdat stål, kylt stål (55HRC~68HRC), gjutjärn och segjärn, såväl som rostfritt stål, titanlegeringar och värmebeständiga legeringar.
Specifikationer
Det finns fler än 20 modeller av fräsarna med 2 räfflor att välja mellan, medan det finns mer än tio specifikationer för fräsarna med 4 räfflor.Deras råmaterial är alla UK20 och TAN beläggningar.
Skärparametrarna för QCM2F/QCM4F
Skärparametrarna för QCM2F

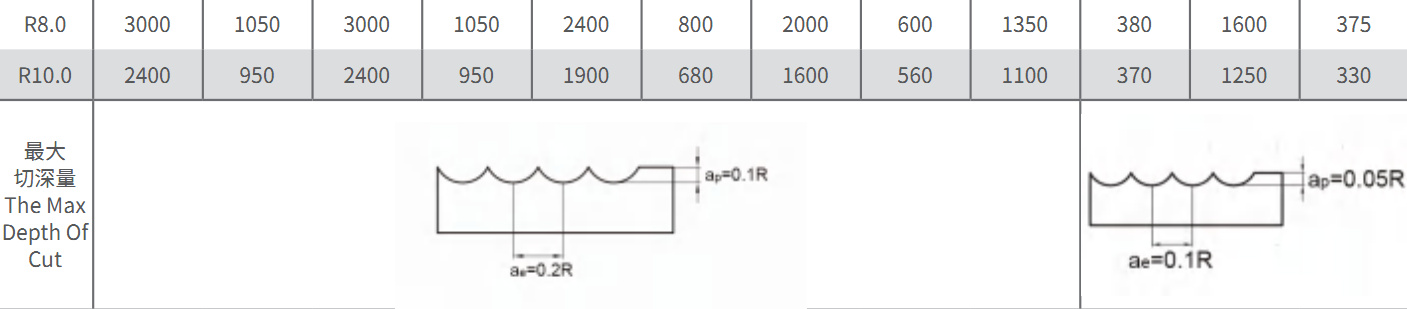
1. Använd högprecisionsmaskiner och verktygshandtag.
2. Använd luftkylning eller skärvätska som inte är benägen att generera rök.
3. När monteringsstyvheten för verktygsmaskinens arbetsstycke är dålig kan vibrationer och onormalt ljud uppstå.Vid denna tidpunkt bör hastigheten och matningshastigheten i tabellen ovan minskas från år till år.
4. Fräsens upphängningslängd bör vara så kort som möjligt.
Skärparametrarna för QCM4F

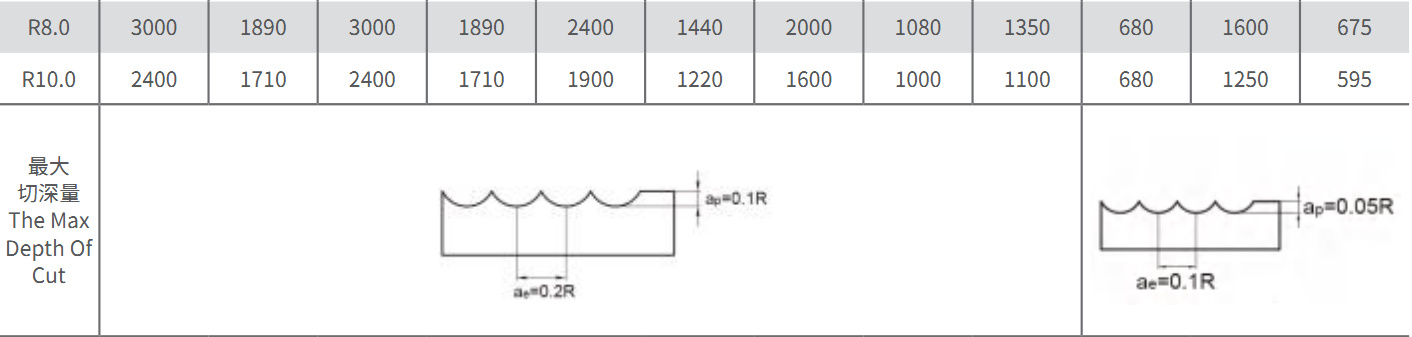
1. Använd högprecisionsmaskiner och verktygshandtag.
2. Använd luftkylning eller skärvätska som inte är benägen att generera rök.
3. När monteringsstyvheten för verktygsmaskinens arbetsstycke är dålig kan vibrationer och onormalt ljud uppstå.Vid denna tidpunkt bör hastigheten och matningshastigheten i tabellen ovan minskas från år till år.
4. Fräsens upphängningslängd bör vara så kort som möjligt.

